Hooray! the seats are done and almost ready to be installed in the fibreglass buckets. The vinyl is buckskin and the cloth is matching period Chevrolet hounds tooth,

The only hitch is that the upholsterer didn’t realize the seats are held in place by the wires at four spots – seen here where the foam is cut out for that purpose. So the hog clips need to be removed from those four openings.

I dug out my hog ring pliers and some hog rings and attached the vinyl to the seat wire on either side of the mounting opening and then removed the problem hog rings.

Seat pads in place. Not the easiest thing to install, but once done that will be the end hopefully. The vinyl on the upper section is puckering some. To fit in the seat shell the upper cushion had to fit into a concave position for the wires to grab the seat clips. Something I will have to live with unfortunately.

Before the seats can go in the hinge covers need to be installed. The lower covers on both seats are hidden by the console once the seats are in place.


The decorative acorn nuts need to be driven on. I used a socket of the proper size with a small washer so that the nut is just outside the socket. They go on quite well with a sharp push using the palm of the hand. They seat with a snap and the hinge cover is held in place snugly. The old nuts are toast. You need to buy new sets of nuts each time the hinge covers are removed. Impossible to pull up the small tabs on the new style nuts (made in China) once they are removed.

A nice tight fit.

Seats in place. The new buckskin vinyl is a bit darker than the photo shows, but it is a good match to the carpets and to the seat buckets and console in the original beige tone. The buckskin is a tad darker than the original doeskin.

I’ve been waiting months for the seats so that I can start the test drives to work out any bugs. Since it has been so long I decided to spin the engine on the starter until I got some oil pressure ( I have an oil gauge mounted on the front of the engine).
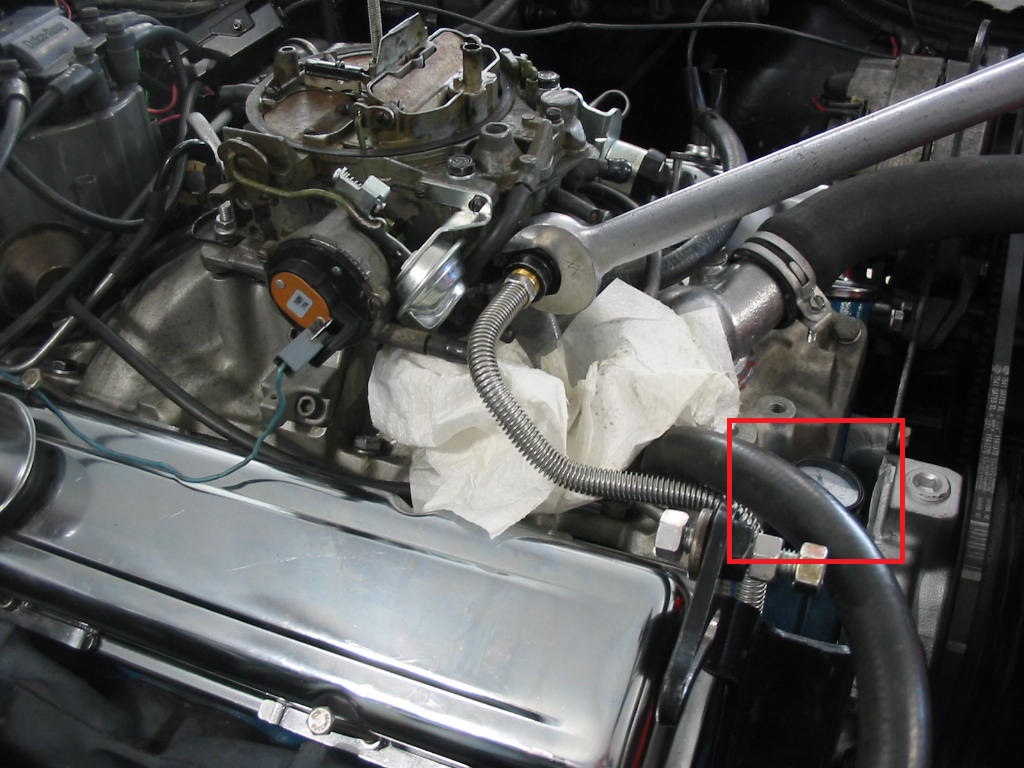
The gauge is just behind the heater pipe in the red rectangle. After I got enough pressure the engine started right up as the carb had been filled. I ran the engine till warm and then disconnected the vacuum advance pipe and plugged it. I then set the initial timing to 10 degrees and found the total at 2500 to be about 30 degrees. I tightened the distributor and rechecked the timing. It moved the initial timing to 11 degrees and the total still at about 30 at 2500. Good enough for my initial runs which hopefully will start tomorrow. I’ve disconnected the lockup converter for the time being and I’ll re-connect it and make adjustments later. After all is working OK I’ll tackle the AC.
Needless to say I am a happy boy to have the “Chevy back on the menu”.